일반적인 전단 결함(Shearing defects)은 뒤틀림(Twisting), 직진도 오차, 구부러짐 및 절단면(Edge) 품질 불량입니다.
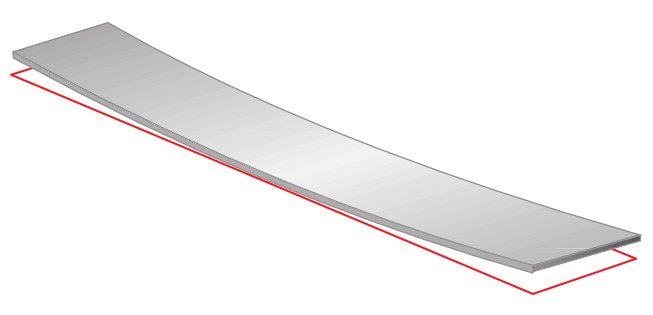
비틀림 (Twisting)
이 결함은 판을 축을 따라 비틀린것입니다. 좁은 스트립을 자를때 [두께의 10배 미만] 일반적으로 발생됩니다. 이 결함을 증가시키는 전단 조건은 판금형상[높은 두께, 감소된 폭, 짧은 길이], 재료 특성[부드러운 재료, 불균일한 응력분포] 및 절단 매개 변수[높은 경사각, 빠른 절단 속도]와 관련이 있습니다.
이 결함을 줄일려면 경사각(rake angle)을 낮추는 것이 좋습니다. 꼬임 방지장치를 추가하는 것도 유용합니다. 이 옵션은 플레이트를 상단 블레이드에 밀어 넣는 일련의 유압실린더로 구성됩니다. 이 반대 힘은 전단 작업중 판 두께에 비례하여 적용됩니다.
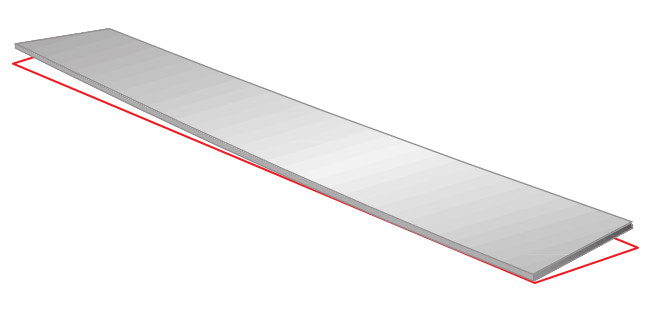
구부러진 (Crooking)
이 결함은 평면을 따라 구부러진 판을 만듭니다 (표면은 평평하게 유지됩니다). 스트립 폭, 두께, 재료 강도 및 이전 냉간 압연 방향 (잔류 응력)과 관련이 있습니다. 비뚤어 짐을 줄이려면 더 작은 전단 각도(shearing angle)를 사용하고 롤링 방향을 따라 사전 절단을 수행하는 것이 좋습니다.
또 다른 주요 원인은 블레이드 램이 블레이드의 전체 칼날 대신 끝 부분에서 전단되어지는 단두대 칼날(guillotine shear)을 사용하는 것입니다. 전단하는 동안 절삭력으로 인해 날이 비뚤어지고 중앙에서 열리는 경향이 있습니다. 이 문제의 근본 원인을 제거하려면 블레이드를 완벽하게 선형으로 유지하기 위해이 변형에 반대 되는 조정 가능한 블레이드 패드가 있는 전단을 선택하는 것이 좋습니다 .
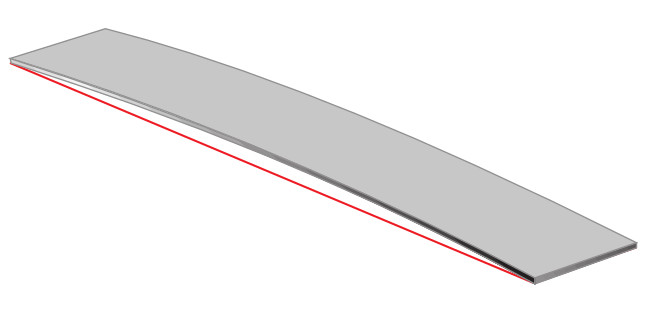
운궁법 (Bowing)
판금이 활의 형태로 된 것을 말합니다. 판금의 모서리가 평면 에서 올라감에 따라 판금이 더 이상 평평하지 않습니다 . 이 결함은 절단 각도 및 플레이트 강도와 관련이 있습니다. 이 효과를 줄이려면 더 작은 전단 각 (M) 을 사용하고 백 서포트로 판금을 고정하는 것이 좋습니다 .
나쁜 절단면 품질 (Poor edge quality)
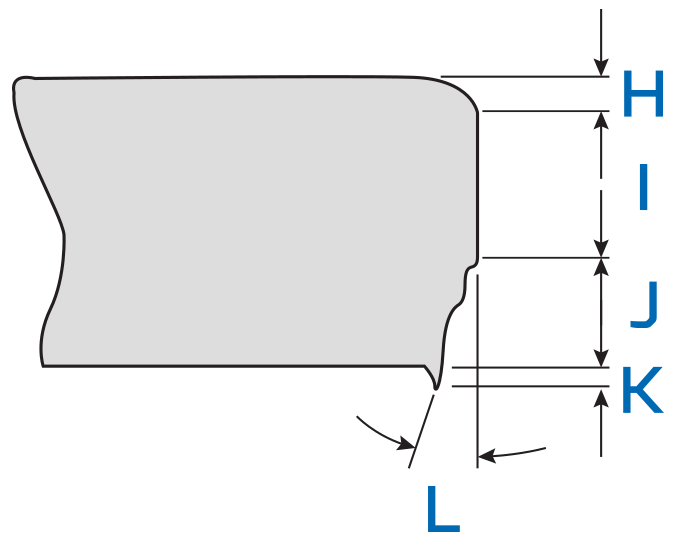
전단 작업중에 재료는 초기에 매우 작은 영역 (H) 에서 소성 변형하여 잔류 변형을 일으킨다. (H와 같이 약간 구부러짐) 그 후, 상부 블레이드 는 절단이 깔끔하고 규칙적인 깨끗한 구역 (I 전단면)을 형성하면서 재료를 관통한다 . 전단의 끝에 가까워지면, 재료는 균열을 일으키고, 파단 면 (J) 으로 알려진 거칠고 불규칙한 표면을 생성하며 , 이는 엣지 버 (Edge Burr : K) 로 연장됩니다 . 파단 면은 종종 판에 수직이 아닌 가변 각도 (L) 이다.
나이프의 품질을 향상 시키려면 나이프 간격 (B 클리런스)을 조정 하고 나이프 마모를 관리하십시오.