절단 각도 (Cutting angle)
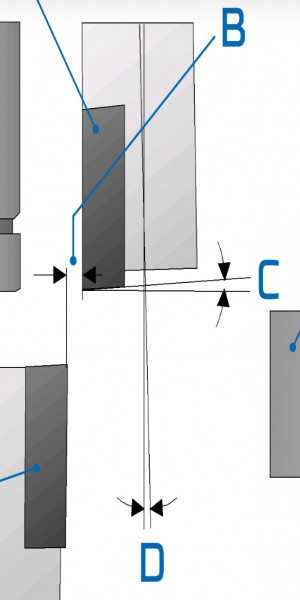
블레이드의 절삭 엣지의 각도(C)는 전단력에 약간 영향을 미칩니다. 2개의 정사각형 날을 사용하려면 상단 날을 약간 비스듬히 (일반적으로 최대 87 ° ) 연마할 때보다 더 높은 절삭력이 필요합니다. 하부 날은 항상 90 ° 입니다.
90 ° 블레이드는 “4날” 블레이드 라고하며 4개의 모서리를 모두 사용하도록 돌릴 수 있습니다. 앵글 블레이드는 “양날” 블레이드 라고 하며 2개의 모서리만 사용하도록 돌릴 수 있습니다. 반대쪽 모서리의 각도는 90 ° 보다 커서 전단에 사용할 수 없습니다.
전단 각도 (Shearing angle)
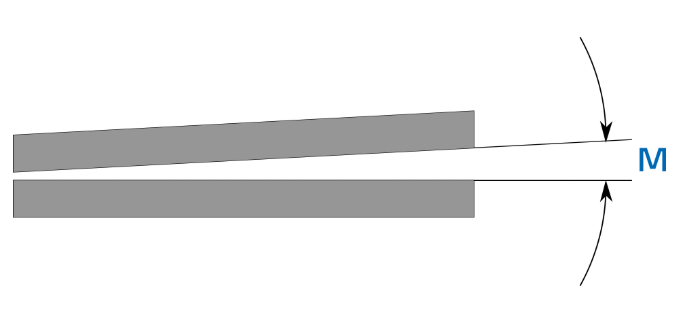
전단각도(M)는 전단력에 큰 영향을 미치고 얇은 스트립을 전단할 때 발생할 수 있는 비틀림에 중요한 영향을 미칩니다. 전단각도가 3 ° 미만입니다.
블레이드 간극 (Blade clearance)
블레이드 간극(Blade clearance)은 전단 블레이드 사이의 날사이 간극(B)입니다. 정확한 절삭 간격은 플레이트 두께와 재료 강도에 따라 다릅니다. 각 경우에 대해 정확한 값을 결정해야 합니다. 절삭 간격(Cutting Clearance)이 너무 작으면 공구 마모가 증가합니다. 공구 비용과 절삭력이 높아집니다. 절단 간극 (Cutting Clearance) 이 너무 크면 재료가 두 블레이드 사이로 당겨집니다. 그 결과 테이퍼가 증가하고 소성 변형이 커지는 날이 생길 것입니다. 절삭 간격은 Edge면 품질의 핵심 요소 입니다.
연강의 경험상, 블레이드 간극은 판 두께의 1mm당 최대 10mm까지 0.06mm, 판 두께 10mm 이상 일때는 0.04mm 로 설정됩니다.
예를 들어, 16mm 두께의 플레이트는 0.04 x 16 = 0.64mm 블레이드 간격으로 절단해야 합니다.
클리어링 각도
블레이드 칼날은 완벽하게 수직이 아닙니다. 클리어링 각도(D)는 피스 분리를 위해 뒤쪽으로 기울어져 있습니다. 보통은 1.5° 로 고정되어 있습니다.